
Crankcase Pre-assembly

Картер в Сборе

Cárter Premontado
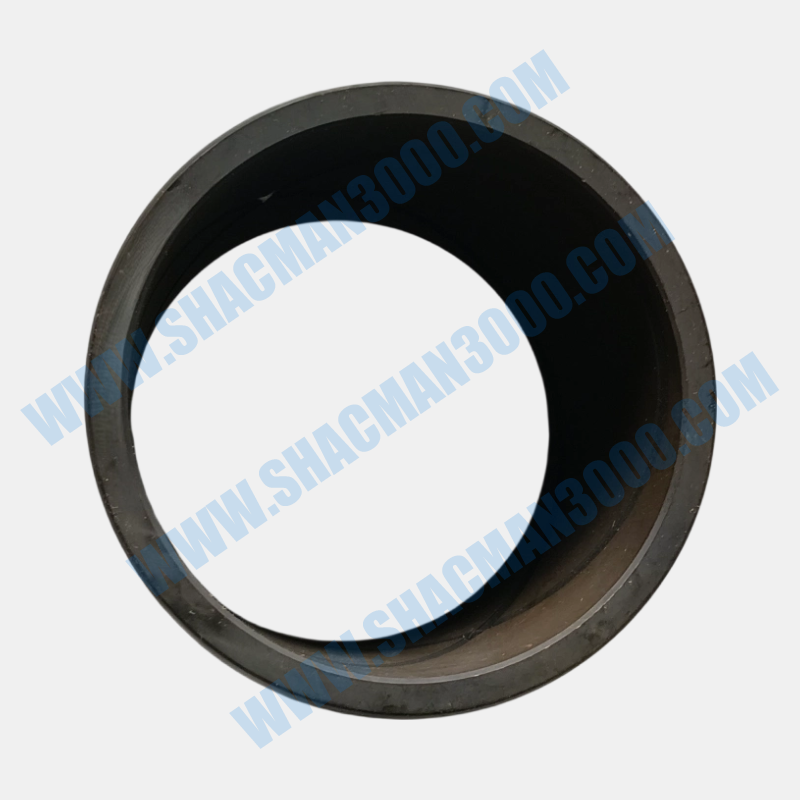
OEM Crankcase Pre-assembly 1015044406 factory‑assembled for the Shacman X5000 heavy‑duty diesel engine. This complete 1015044406 unit includes the crankcase housing with pre‑installed bearing caps and oil delivery components ready for final engine assembly.
Cast from high‑strength alloy iron with precision‑machined bearing saddles, the Crankcase Pre-assembly 1015044406 forms the rigid lower structure that supports the crankshaft and maintains perfect bearing alignment under maximum torque loads.
Using the genuine 1015044406 pre‑assembly during engine overhaul eliminates the risk of mismatched bearing caps and ensures factory‑spec oil system integrity.
| Parameter | Specification |
|---|---|
| OEM Part Number | 1015044406 |
| Product Name | Crankcase Pre-assembly |
| Brand / Model | Shacman X5000 |
| Material | Alloy Cast Iron HT250 with Stiffening Ribs |
| Main Bearing Bore Diameter | 108.00 mm (assembled and line‑honed) |
| Number of Main Bearings | 7 bearings with pre‑fitted caps |
| Oil Gallery System | Integrated full‑flow with piston cooling jets |
| Assembly Weight | Approximately 155 kg |
| Oil Pan Mounting Surface | CNC machined flat within 0.05 mm |
| Application | Shacman X5000 6‑cylinder diesel engine bottom end |
The 1015044406 crankcase pre‑assembly is the structural base of the Shacman X5000 engine. It houses the crankshaft within seven precision‑aligned main bearing bores while providing the mounting interface for the cylinder block above and the oil pan below.
Unlike a bare crankcase casting, the Crankcase Pre-assembly 1015044406 arrives with main bearing caps already installed and torque‑checked at the factory. This eliminates the critical step of cap matching and alignment in the field.
The integrated oil gallery system includes pre‑installed piston cooling jets and oil spray nozzles. These components are precisely aimed to deliver lubricant to the underside of each piston for temperature regulation during high‑load operation.
The 1015044406 crankcase is cast from HT250 alloy iron, selected for its excellent damping capacity and structural rigidity. External stiffening ribs are strategically placed to reduce noise radiation and resist bending under load.
The casting undergoes a controlled cooling and stress‑relief process before machining. This thermal treatment stabilizes the iron matrix, preventing the dimensional changes that could compromise bearing alignment over time.
The 1015044406 pre‑assembly significantly reduces engine build time by providing a ready‑to‑install bottom end. The bearing caps are match‑machined and permanently marked for their positions, eliminating any possibility of incorrect installation.
All oil gallery plugs and core hole seals are installed and tested at the factory. This quality control step ensures that the lubrication circuit is leak‑free before the crankcase reaches the assembly line or workshop.
Each 1015044406 crankcase undergoes a comprehensive pressure test to verify the integrity of all oil and coolant passages. Any casting porosity that could lead to internal leakage is detected and the unit is rejected.
The main bearing bores are line‑honed in a single setup after cap installation to achieve perfect concentricity across all seven positions. This precision ensures uniform bearing clearance and consistent oil film thickness.
When replacing the 1015044406 crankcase, all mating surfaces on the cylinder block must be thoroughly cleaned and inspected for flatness. Any debris trapped between the two castings can cause misalignment and oil leaks.
The pre‑installed bearing caps should never be removed or loosened before assembly. Their factory torque setting establishes the correct bearing bore geometry that matches the crankshaft journal specifications.
After installation, the crankshaft should be rotated by hand to verify smooth operation before proceeding with piston and connecting rod assembly. Any binding indicates a problem that must be resolved immediately.
The 1015044406 crankcase is specifically engineered for the Shacman X5000 engine platform. It incorporates mounting provisions and oil circuit configurations unique to this model series.
Fleet operators benefit from standardizing on the genuine 1015044406 pre‑assembly, which simplifies inventory management and ensures consistent engine rebuild quality across multiple vehicles.
Counterfeit crankcase assemblies made from inferior materials pose a severe risk of catastrophic engine failure. We supply only the authentic Shacman X5000 Crankcase Pre-assembly 1015044406 with complete factory documentation.
Each unit is protected with long‑term rust preventive coating and shipped in a reinforced wooden crate. The part number 1015044406 is cast into the housing and also displayed on the packaging for permanent identification.
Our international logistics network ensures that genuine 1015044406 crankcase assemblies reach engine rebuilders and fleet maintenance facilities worldwide with minimal transit time.
Complete crankcase pre‑assembly with installed bearing caps, oil jets, and gallery plugs. Protective coating applied to all machined surfaces.
Expert guidance on crankcase installation and engine assembly procedures. We support proper integration of your 1015044406 unit.
For current stock availability and delivery scheduling on the genuine Crankcase Pre-assembly 1015044406, please use the contact buttons above.